








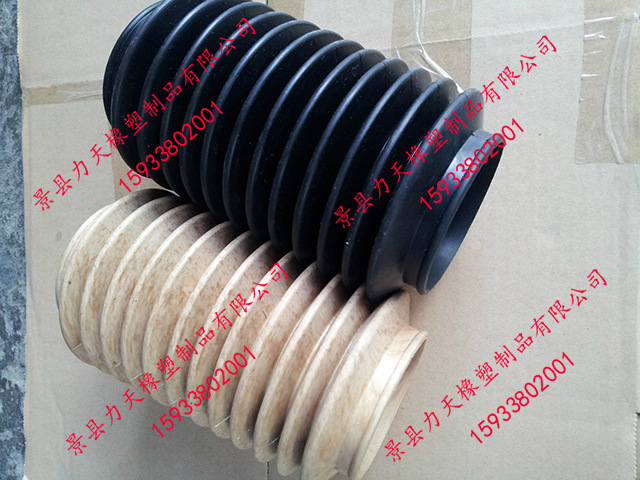
由于橡膠波紋管常年工作在車下空氣中,受水、油、風的侵蝕,運行在全國各地,溫差很大,為了保證其使用,我們選用了“k80一nbr5”耐油膠料配方,增加適量的防老劑,經長達6~7年的使用,證明該種膠料的性能完全可以滿足波紋管的使用要求。


10、硅橡膠(q)為主鏈含有硅、氧原子的特種橡膠,其中起主要作用的是硅元素。其主要特點是既耐高溫( 高300℃)又耐低溫( 低-100℃),是目前 好扥艾寒、耐高溫橡膠;同時電絕緣性優良,對熱氧化和臭氧的穩定性很高,化學惰性大。缺點是機械強度較低,耐油、耐溶劑和耐酸堿性差,較難硫化,價格較貴。使用溫度:-60℃~+200℃。主要用于制作耐高低溫制品(膠管、密封件等)、耐高溫電線電纜絕緣層,由于其無毒無味,還用于食品及醫療工業。


根據對橡膠o型圈、矩型圈以及復雜斷面形狀的橡膠制品(汽車剎車皮碗)進行的研究,掌握了橡膠制品收縮率的規律。為了測定模壓橡膠制品的收縮率,建議采用收縮率與參數q(d/ds)以及b/h的關系曲線來摸清各種橡膠制品收縮率變化的規律性。


12、聚氨酯橡膠(au\\eu)有聚酯(或聚醚)與二異氰酸酯類化合物聚合而成的彈性體。其特點是耐磨性好,在各種橡膠中是 好的;強度高、彈性好、耐油性優良。耐臭氧、耐老化、氣密性等也優異。缺點是耐溫性能較差,耐水和耐堿性差,耐芳香烴、氯化烴及酮、酯、醇類等溶劑性較差。使用溫度范圍:約-30℃~+80℃。制作輪胎緊挨由零件、墊圈、防震制品,以及耐磨、高強度和耐油的橡膠制品。


防水橡膠硅膠伸縮波紋軟管價格 注塑是一種工業產品生產造型的方法。產品通常使用橡膠注塑和塑料注塑。注塑還可分注塑成型模壓法。和壓鑄法。注射成型機(簡稱注射機或注塑機)是將熱塑性塑料或熱固性料利用塑料成型模具制成各種形狀的塑料制品的主要成型設備,注射成型是通過注塑機和模具來實現的。塑料注塑是塑料制品的一種方法,將熔融的塑料利用壓力注進塑料制品模具中,冷卻成型得到想要各種塑料件。有專門用于進行注塑的機械注塑機。目前 常使用的塑料是聚乙烯。

橡膠制品在硫化完成后往往還需要進行某些后處理,才能成為合格的成品。



膠料在硫化時要求充分流散和充滿模型。要求硫化壓力要足夠高。隨著硫化壓力增大,橡膠滲入布層的深度增加,從而提高橡膠與布層的密著力和制品的耐屈撓性、施加硫化壓力還能提高制品的強度,耐磨耗等性能,使用壽命也得以延長。


對于橡膠材料,即使變形相當大,也仍可近似地把它當成彈性材料來處理,彈性材料的變形過程是可逆的,如無其他不可逆伴隨,單純的彈性變形過程的熵產率為零,也就是單位質量的熱力學能等于單位質量的應變能,對于等溫過程,單位質量的自由能便是單位質量的應變能,存在應變能的材料稱為超彈性材料,因此橡膠材料屬于超彈性材料。在研究橡膠材料時,人們一般認為它是各向同性不可壓縮的超彈性體。



伴隨現代工業尤其是化學工業的迅猛發展,橡膠制品種類繁多,但其生產工藝過程,卻基本相同。以一般固體橡膠(生膠)為原料的制品,它的生產工藝過程主要包括:原材料準備→塑煉→混煉→成型→硫化→休整→檢驗橡膠制品的主要材料有生膠、配合劑、纖維材料和金屬材料。其中生膠為基本材料;配合劑是為了改善橡膠制品的某些性能而加入的輔助材料;纖維材料(棉、麻、毛及各種人造纖維、合成纖維)和金屬材料(鋼絲、銅絲)是作為橡膠制品的骨架材料,以增強機械強度、限制制品變型。



膠料在硫化時要求充分流散和充滿模型。要求硫化壓力要足夠高。隨著硫化壓力增大,橡膠滲入布層的深度增加,從而提高橡膠與布層的密著力和制品的耐屈撓性、施加硫化壓力還能提高制品的強度,耐磨耗等性能,使用壽命也得以延長。



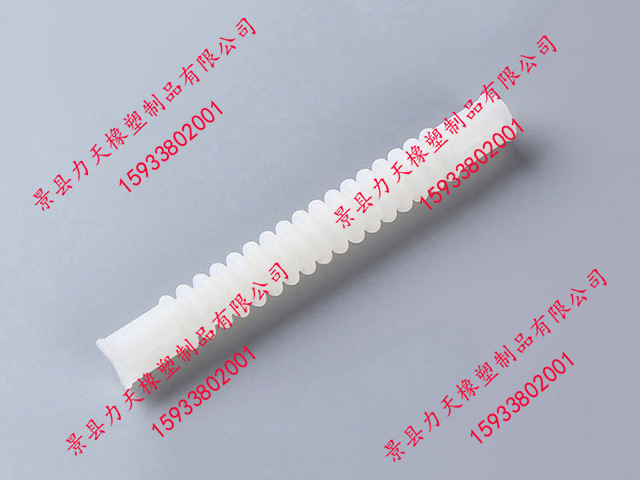
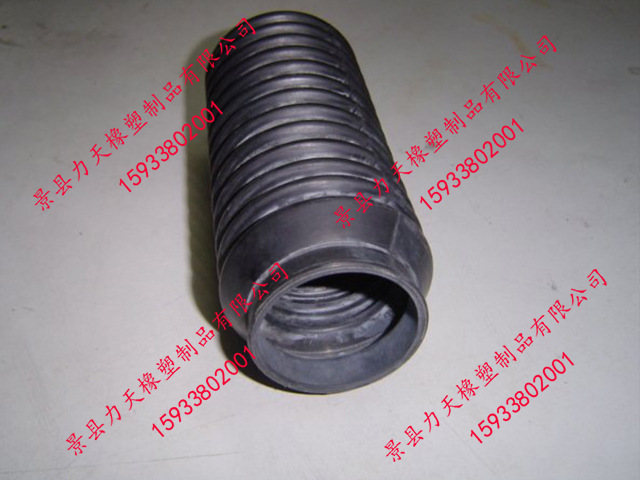
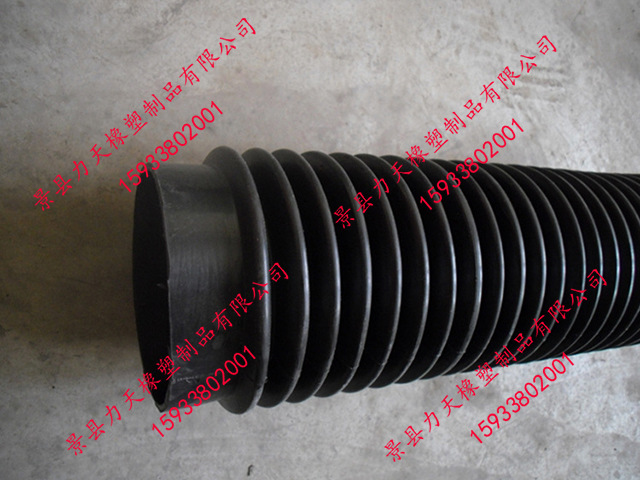
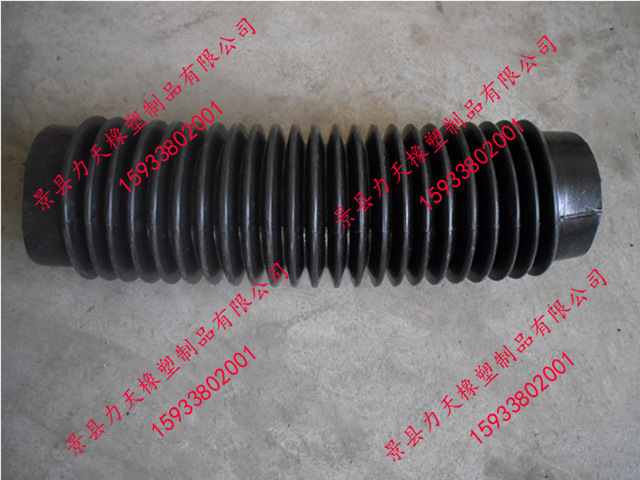
橡膠硅膠伸縮波紋軟管價格 首先讓我們對其的工藝進行分析,在了解工藝之后再談設計與加工。整個零件分為兩個部分組成,中間部分是波紋狀的管部,兩端是并不對稱的異形結構,除去兩端的中間是具有對稱性的。



橡膠可分為硬膠和軟膠,生膠和混煉膠等。根據橡膠種類及交聯形式,在工業使用上,橡膠又可按如下分類。一類按耐熱及耐油等功能分為:普通橡膠、耐熱橡膠、耐油橡膠以及耐天候老化橡膠、耐特種化學介質橡膠等。另一類按橡膠的軟硬程度劃分為:一般橡膠、硬橡膠、半硬質膠、硬質膠、微孔膠、海綿膠、泡沫橡膠等。


波紋管作用:1、起到減振降噪、方便安裝和延長排氣消聲系統壽命的作用。2、可用于卡車、客車、公共汽車等大型車輛的排氣系統,用于發動機排氣歧管的高溫部分(耐高溫)。3、吸收和補償排氣歧管的熱脹冷縮、防止剛性件破裂。4、波紋管是指用可折疊皺紋片沿折疊伸縮方向連接成的管狀彈性敏感元件。波紋管在儀器儀表中應用廣泛,主要用途是作為壓力測量儀表的測量元件,將壓力轉換成位移或力。








橡膠在壓縮狀態時,必然會發生物理和化學變化,當壓縮力消失后,這些變化阻止橡膠恢復到原來的狀態,于是就產生了壓縮***變形。壓縮***變形的大小,取決于壓縮狀態的溫度和時間,以及恢復高度時的溫度和時間。壓縮***變形的大小是衡量橡膠制品密封性能和減震性能好壞及使用壽命長短的的重要指標之一。



第二階段為交聯反應階段,即可交聯的游離基與橡膠分子鏈之前產生連鎖反應,生成交聯鍵。第三階段為網構成熟階段,在這階段中的前半階段中交聯反應已趨于完成,已形成的交聯鍵開始發生重排和裂解等反應,出現交聯與裂解的兩種過程,在這階段的后半段,交聯反應已基本停止,隨之而發生的主要是交聯鍵重排和熱裂解等的反應, 后即得到硫化膠。


為了使生膠和配合劑能相互均勻混合,需要對某些材料進行加工:生膠要切膠、破膠成小塊;塊狀配合劑如石蠟、硬脂酸、松香等要粉碎;粉狀配合劑若含有機械雜質或粗粒時需要篩選除去;液態配合劑(松焦油、古馬隆)需要加熱、熔化、蒸發水分、過濾雜質;配合劑要進行干燥,不然容易結塊、混煉時舊不能分散均勻,硫化時產生氣泡,從而影響產品質量;



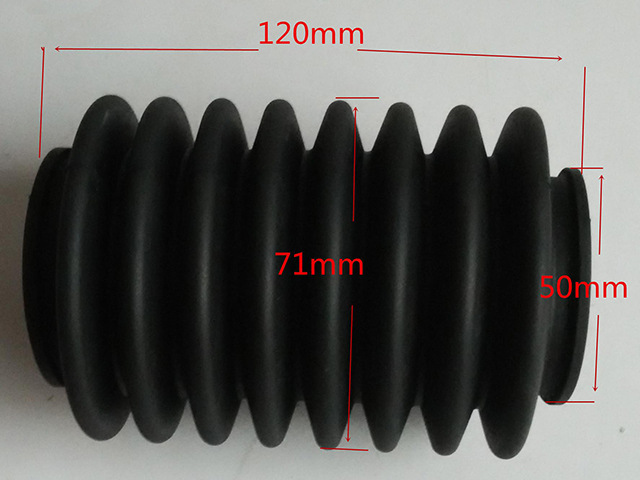
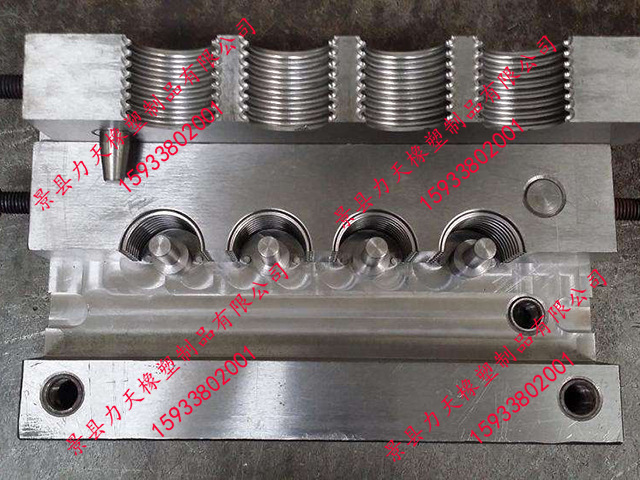
使用無芯充氣式模具結構的橡膠波紋管的半成品坯料,是用擠壓機擠壓成的管狀膠料,截取所需尺寸。












生膠分子結構為不飽和長鍵之彈性體,所以成型的要件中,需有適當的藥品添加物及外在環境因素(如時間、溫度、壓力等),將其不飽和鍵破壞,再重新鍵結為飽和鍵,并以真空輔助,將內含之空氣完全逼出。如此,才可令成型之橡膠,發揮其應有的特性。若其成型過程有任何缺失(如配方錯誤、時間不足、溫度失當等),則可造成物性流失,多余藥物釋出,變形,老化加速,種種嚴重不良現象產生。








 免責聲明:(1)以上所展示的信息由企業自行提供,內容的真實性、準確性和合法性由發布企業負責,環球塑化網對此不承擔任何保證責任。我們原則上建議您優先選擇“塑企通”會員合作! (2)同時我們鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發貨,謹防上當受騙。如發現虛假信息,請向環球塑化網舉報。
免責聲明:(1)以上所展示的信息由企業自行提供,內容的真實性、準確性和合法性由發布企業負責,環球塑化網對此不承擔任何保證責任。我們原則上建議您優先選擇“塑企通”會員合作! (2)同時我們鄭重提醒各位買/賣家,交易前請詳細核實對方身份,切勿隨意打款或發貨,謹防上當受騙。如發現虛假信息,請向環球塑化網舉報。
 簡繁切換
簡繁切換